The company, whose works are described in the following article, was founded by one of the most striking characters associated with the early history of electrical engineering—W.T. Henley, who by turns was a light porter, dock labourer, instrument maker, and telegraph engineer. He commenced the manufacture of submarine cable at North Woolwich in 1853, and made the shore ends for the Atlantic cables which were laid in 1865 and 1866, besides many other cables far too numerous to mention, for all parts of the world. In the course of his life-time, Mr. Henley made some 14,000 miles of submarine cable, and laid most of it with his own cable ships. He also established works for making iron-wire rods and sheet-iron in Wales, and carried out the drawing and galvanising of iron wire at the Woolwich works.
Unfortunately, after a period of great prosperity, encumbered perhaps by his too numerous undertakings, Mr. Henley’s business got into difficulties, which led to the formation of the present company to carry on the manufacture of cables. Since then, under the able guidance of Mr. G. Sutton, M.I.E.E., the managing director, aided by Mr. R.J. Hatton, M.I.Mech.E., M.I.E.E., chief engineer and works manager, the business has been developed and extended into all branches of cable manufacture, steadily increasing in size and importance, as well as in prestige both at home and abroad.

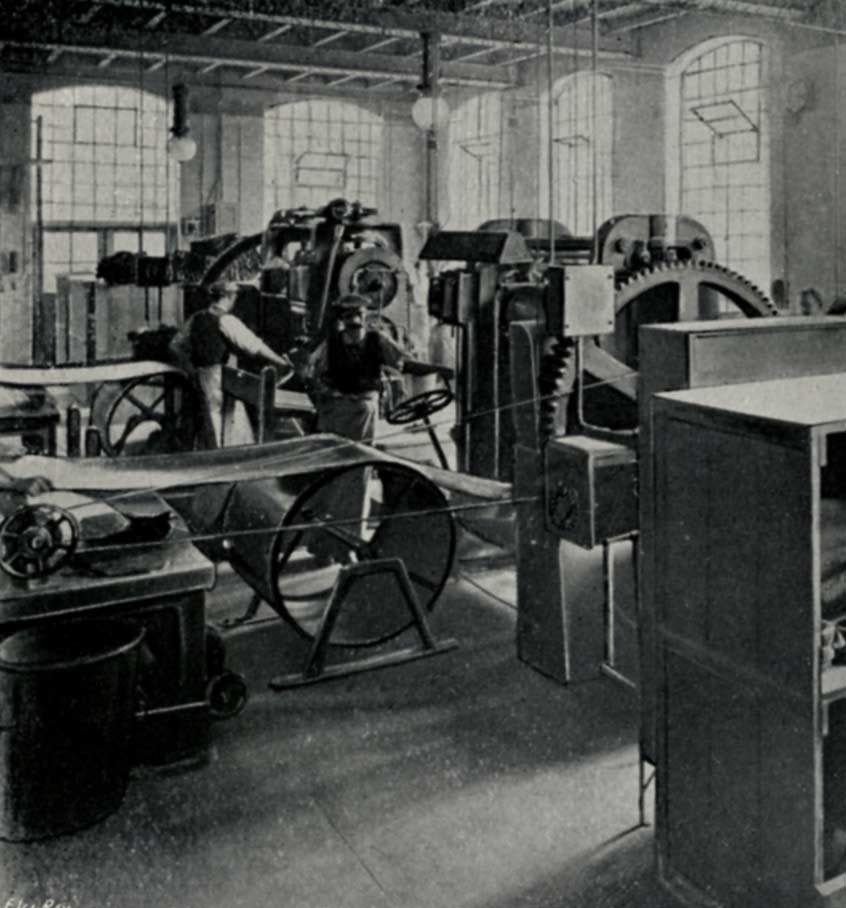
Rubber Mill, North Woolwich. |

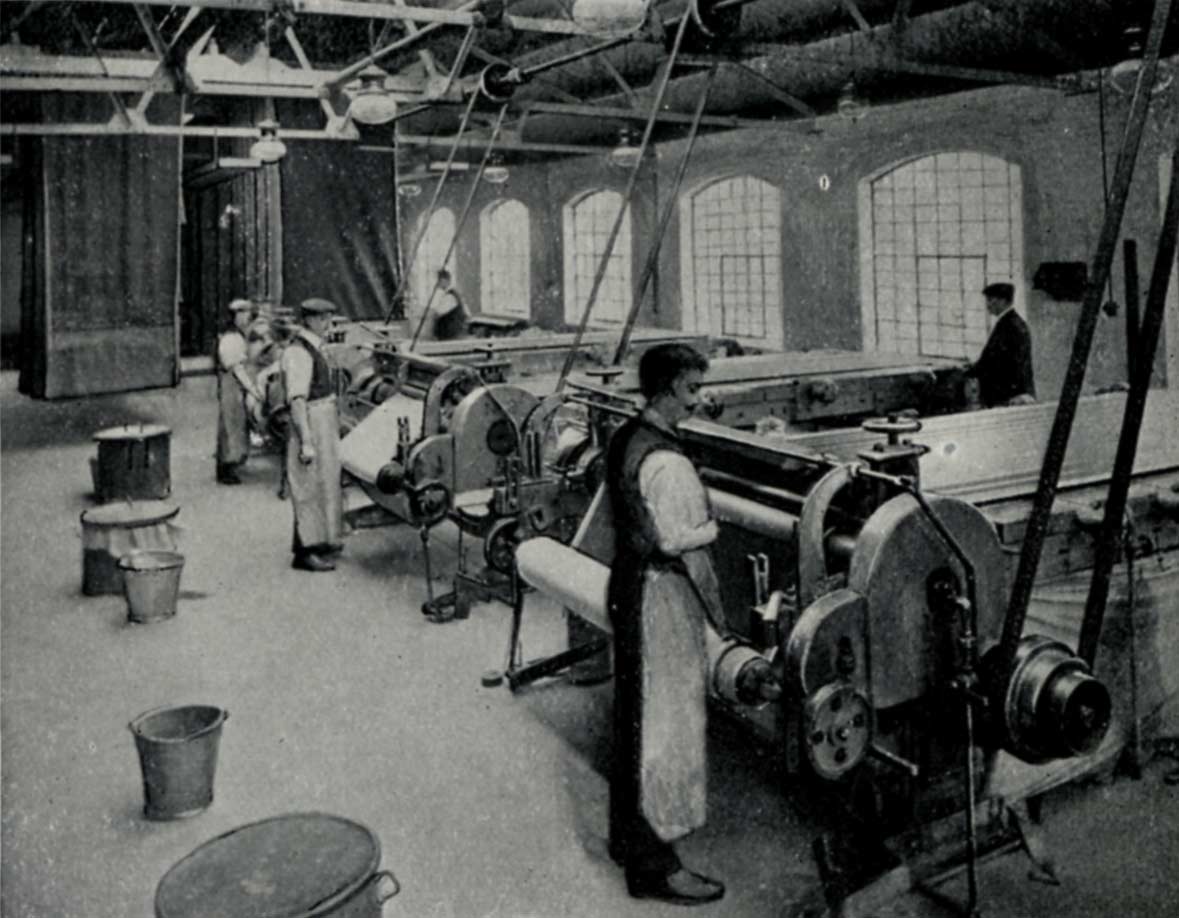
Rubber Spreading Shop. |
The site of the factory at North Woolwich was chosen for convenience in dealing with submarine cable, which formed the principal product in the early days, and which had to be led direct from the works to the cable tanks on board ship; the factory was therefore established on the bank of the Thames at North Woolwich, the centre of the submarine cable industry of the world, and provided with a jetty for this purpose. On the opposite side it is bounded by the Great Eastern Railway, beyond which are the docks which convert this portion of the borough into an island. The remainder of the space thus cut off being fully occupied, there is no possibility of extension on the ground level, and, therefore, it has been necessary to erect buildings of several stories in order to provide adequate accommodation for the various departments. Moreover, as from time to time new manufactures have been introduced for which the works were not originally laid out, it has been difficult to carry out a satisfactory system of organisation.
Eventually, however, the business grew beyond the capacity of the North Woolwich works, and the company decided to erect an entirely new factory at Gravesend, to which the whole of the heavy paper-covered cable manufacture was transferred; this made possible the execution of a scheme of reconstruction which has been in progress for a considerable time, and which is now approaching completion.
The manufactures carried on at the Woolwich works include dry-core paper-insulated (air-space) telephone cables, rubber-insulated cables and flexibles of every description, bitumen-covered cables, submarine cables, gutta-percha covered wires (which are largely used by railway companies), and golf balls. All these products were in course of manufacture at the time of our recent visit, many of the shops being kept running night and day—especially those connected with the manufacture of rubber-insulated wires and cables, of which the company has an enormous output, doing a large export trade, in addition to the home demand—and the following notes and illustrations will give some idea of the plant and processes employed.
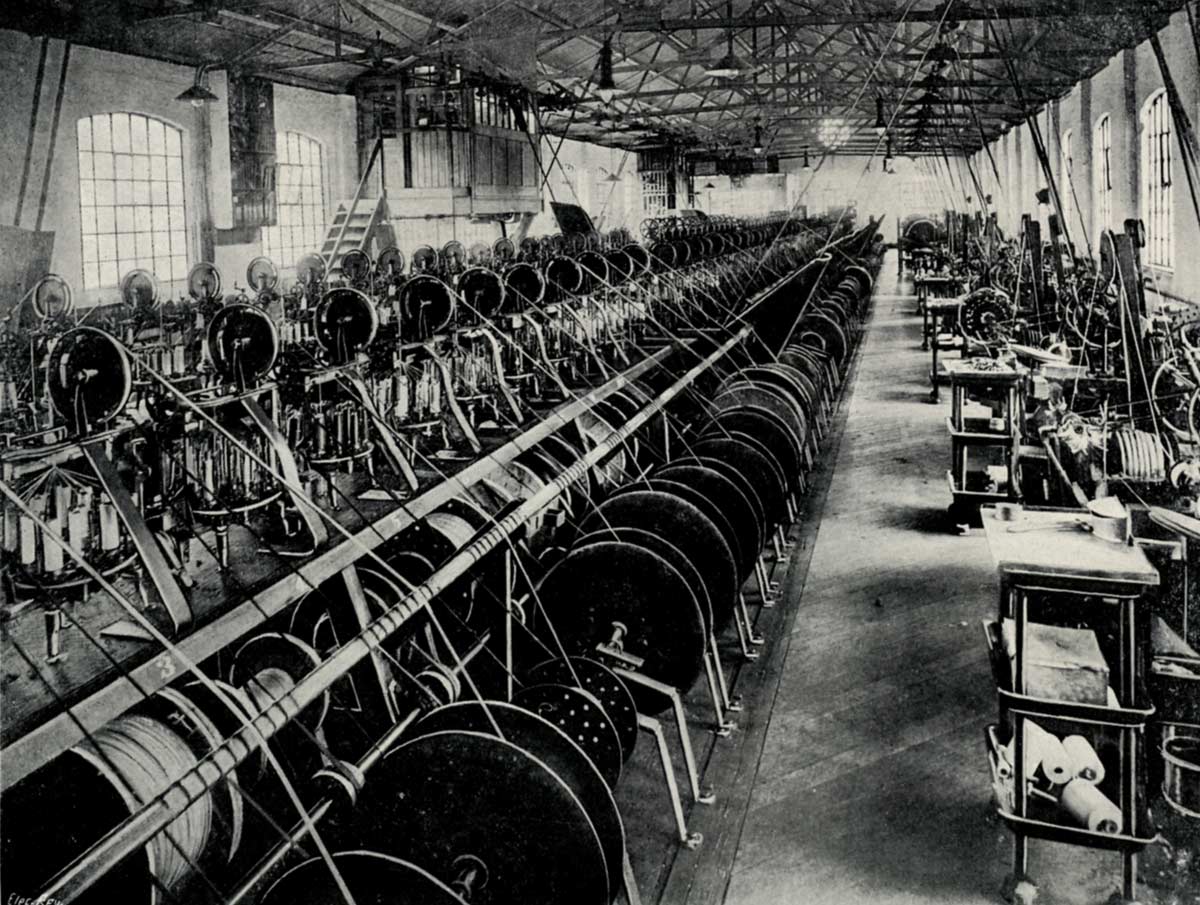
Braiding Shop, North Woolwich. |
The whole of the machinery is electrically driven from generating plant in the works; owing to the very early adoption of this system, the pressure is only 110 volts—an example of the penalties of pioneering. Hitherto, although the company has shared the misfortunes of the Woolwich electricity supply undertaking, by way of the rates, it has not been able to derive any compensating benefit from the latter, the generating station being on the south side of the river. However, when the subway now under construction is completed, cables will be laid through it by the Borough Council, and it will then be possible to obtain a supply of electricity for night work, &c., from the mains.
Starting with the rubber works, the first department is the_ raw material stores, where an enormous quantity of copper wire of various sizes is kept in stock. The wire is tinned, if required, and is then stranded into cable in a stranding shop on the ground floor; in order to cope with the demand, the machines in this shop are kept running day and night throughout the year. A flexible cable of exceptional design was being laid up at the time of our visit, the number of wires in the conductor amounting to about 760.
Stranding Machine, North Woolwich Works. |
The rubber shops are being reorganised and accommodated in a new building; the mixing and calendering machines are already at work there, and the washing machinery will also be brought into it. One of our illustrations shows two calenders at work, driven by variable-speed motors, and producing “rolled sheet” rubber, which is rolled up on spindles together with a cloth separator and stored on racks. On the floor above are the “spreading” machines, of which also we give an illustration; the rubber, in the form of a thick solution, is spread in very thin successive layers on a cloth until the desired thickness is attained, after which the sheets are hung up as seen in the background, to allow the solvent to evaporate. The “spread sheet” rubber can then be stripped off the cloth. One of the machines shown is spreading rubber on calico to form waterproof tape. A noticeable feature of these shops is their lofty construction and the excellent lighting obtained, which is assisted by the whitening of all the walls.
In the rubber covering shop the rubber is applied to the wires and cables by lapping it spirally, or, in the case of the smaller sizes, by longitudinal application, and after winding them in one or two layers on long cylinders the cables are put into steam-heated cylinders or "cures" for the vulcanising process. After this they are immersed in water and tested, before proceeding to the braiding shops.
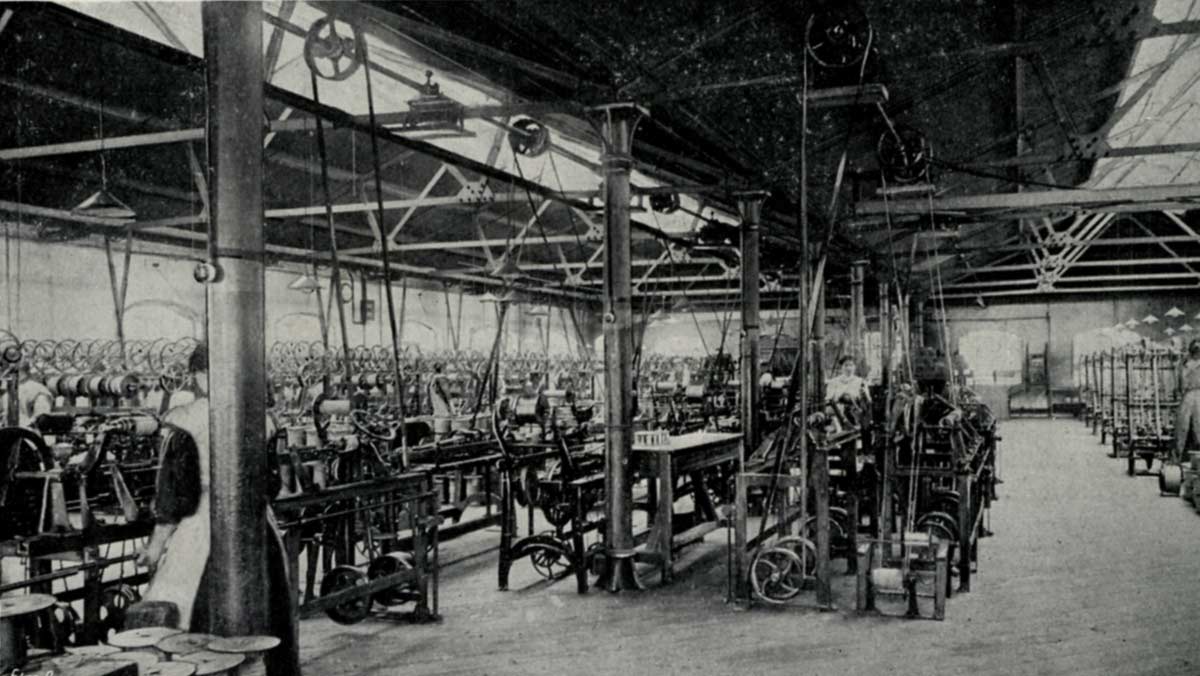
Braiding being a comparatively slow process, there are several of these shops; we give an illustration of one, where flexibles and other small wires are being braided with cotton, silk, &c. The cables are finally compounded, and again tested before passing into stock.

Paper-Covering Machines For Telephone Cables, North Woolwich. |
Turning next to the dry-core telephone department, this is naturally devoted now mainly to Post Office work, so far as the Home market is concerned; but a large amount of work is carried out for various Colonial and foreign postal authorities and telephone companies, and an exceptionally large and heavy armoured cable of this type, for laying under a river, was about to be shipped to the Bell Telephone Co. of Canada, when we visited the works.
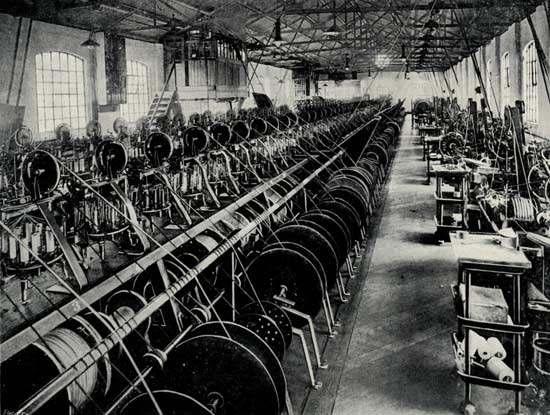
The first process here is to measure the length of each reel of wire, for it is highly desirable, though not essential, that there should be no joints whatever in the cable—therefore each length of wire must be at least as long as the finished cable. Each wire is then covered with a paper tape, either lapped on spirally, or laid longitudinally and kept in place with a cotton whipping; the former construction is used mainly for short cables, such as those connecting subscribers with the exchange, while trunk and junction cables, in which the capacity must be kept down, are made on the latter system. We illustrate a row of the machines used for this purpose. A number of universal machines are being built in this shop by the company’s staff, which will be applicable to a variety of uses—silk or cotton covering, making flexible cord, &c.
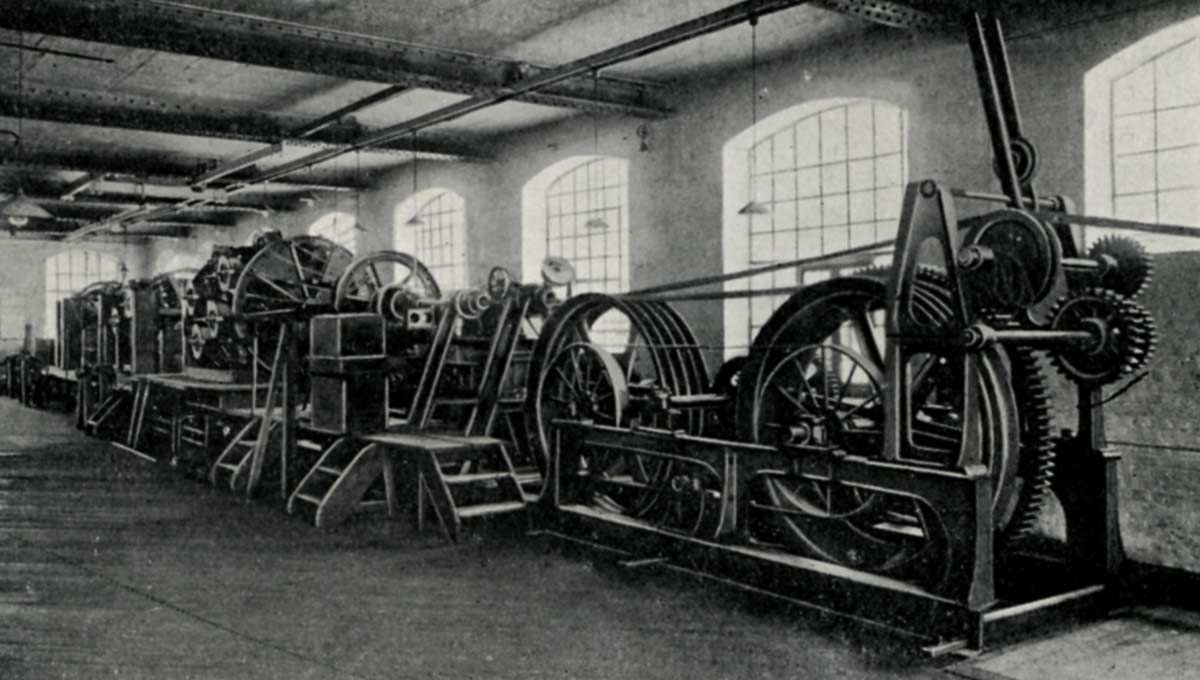
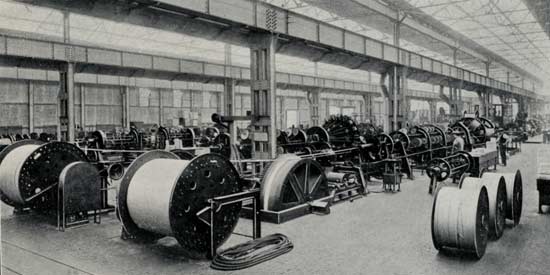
The floor below is the twinning shop, where the paper-covered wires are paired, and afterwards stranded into cable. One of our views shows a large laying-up machine in this room for dealing with the heavier cables used for trunk and junction lines. A similar machine, not shown, made by the company is provided for making the smaller cables, and is capable of carrying more than 250 bobbins.
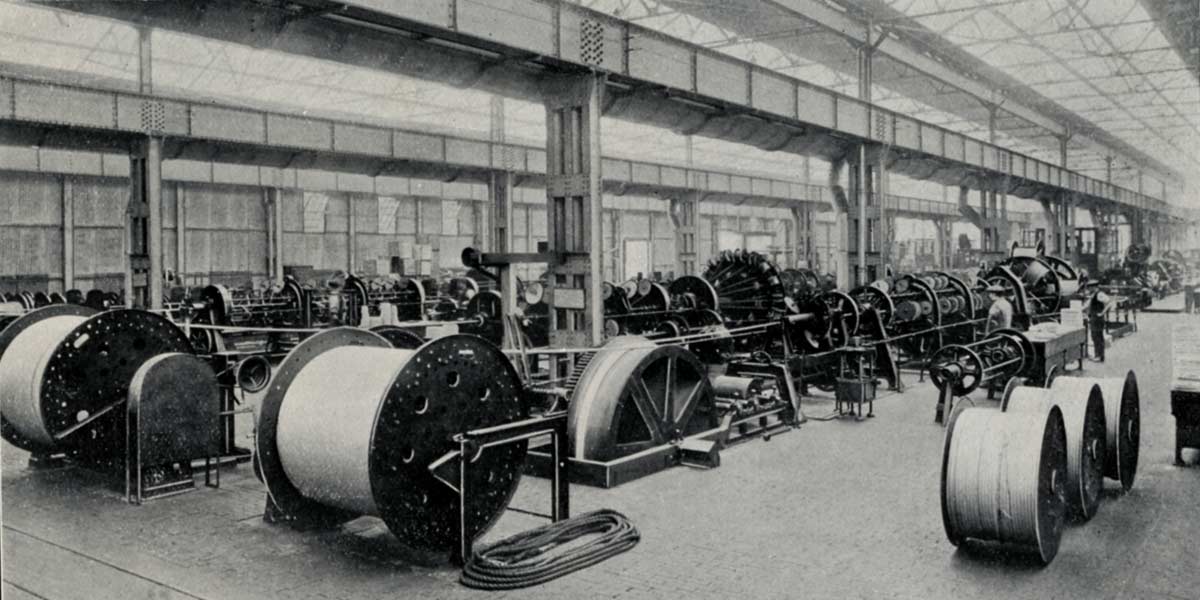
Large Stranding Machine, Gravesend Works. |
On the ground floor are a large number of steam-heated chambers for drying-out the paper cables under a vacuum. and the presses with which the lead sheathing is applied. As the paper is extremely sensitive to atmospheric humidity, a steam-heated chamber is provided for the reel to rest in whilst the cable is being drawn off it to the press. An automatic counter measures the length of the cable entering the lead press, and a friction-driven gear, automatically controlled by the weight of the cable as it leaves the press, winds it up on a drum.
The cable is next immersed in water and afterwards tested in the test room, where two testing cabinets are provided. An additional test is applied by charging the cable with desiccated air at a pressure of 75 lb. per sq. in., which is left on for three hours. This completes the telephone cable, unless serving or armouring is specified. It is interesting to note, in view of the reports which we have published regarding the attacks of insects on lead-sheathed cables, that brass tape like that used to protect submarine cables from the teredo is sometimes applied to cables for Australia and other countries.
In the gutta-percha shop, one of the new buildings, the raw gutta-percha is masticated and prepared for application to the conductors of submarine telephone and telegraph cables, and it is worthy of mention that Messrs. W.T. Henley were pioneers in the treatment of raw gutta-percha. The process of making gutta-percha core is very simple in appearance, but demands great watchfulness to keep the conductor central, and long cooling, the core passing to and fro in a long water tank several times before it is bard enough to be wound up on a reel. The gutta-percha is pressed round the conductor somewhat after the manner of lead sheathing, of which, however, it was the fore-runner, and it is applied in several layers, cemented together by intermediate applications of Chatterton’s compound.
A 28-core gutta-percha submarine cable was being made for the British Post Office at the time of our visit.
Sheathing Machine, Gravesend. |
In a similar way bitumen-covered cables are made in this shop, but these do not require water cooling, the covered cable being received on an endless leather band, and double lapped with tape to afford mechanical support.
These cables, with one or more cores, are mostly supplied to collieries, but are also largely used for power and lighting.
The power required to masticate raw rubber and gutta-percha is very considerable; several of the motors employed for these purposes at Messrs. Henley’s works are of 40 or 60 H.P., and as they are running for long periods they consume a large quantity of energy.
In another shop are several large machines for sheathing submarine cable, and bitumen-covered power cables, with wire or steel tape; here also a four-core submarine cable for the Post Office was being laid up and brass-taped when we visited the works. The several sections of a submarine cable, after being tested in tanks, are carefully joined together into one continuous length, each joint being separately tested, and finally they are coiled down in six huge cable tanks close to the roadway, across which they can readily be led into the corresponding tanks on board ship at the jetty. In this shop the type of armouring prescribed by the new Home Office rules for cables in collieries—with copper sheathing under single armour, or double wire sheathing with tape between—is carried out, and there are a number of large machines for braiding the larger class of cables with jute. One of these was at work on a patent of the company’s—a very flexible cable surrounded with a braiding of fine phosphor-bronze wire, which affords excellent mechanical protection without interfering with the flexibility of the cable, and of which very large quantities are used by the British Admiralty.
Paper Covering Machines, Gravesend Works. |
In the main tank room there are about 20 tanks for the immersion of cables prior to testing, but even these are insufficient to meet the requirements, as submarine core has to remain in water 14 days, thus monopolising a number of tanks for that period. This department is, therefore, being extended. All sorts and sizes of cables are tested here, and in order to handle them easily, each row of tanks —five in all—is provided with an overhead runway and electric pulley blocks, the largest of which can lift drums weighing 5 tons. A motor-generator, transformer and inductance regulator are provided in this shop for pressure tests up to 40,000 volts. For insulation, &c., tests, leads are run in conduit across the roadway to the large general test room, which is equipped with Sullivan galvanometers and universal shunts and all other necessary apparatus.
The testing leads are each provided with a continuous insulated sheathing performing the functions of a guard ring, which entirely eliminates errors due to leakage from the leads. There are in all six test rooms. Several small ones are provided for the convenience of visiting inspectors. There is also a chemical laboratory where samples of all materials are analysed, and the samples of coal, oil, flue-gases and softened water from the power station are tested. Another laboratory is devoted to physical tests of all raw and manufactured materials.
In the warehouse block, all the lighter cables are measured and cut to standard lengths for stock on the top floor, and stored in bins and racks in the middle floor, while the ground floor forms the packing and dispatching department. Quite a large room is allotted to the preparation of samples of finished cable—an item which involves a good deal of expense.
The offices include, besides the chemical laboratory above-mentioned, a drawing office, estimating department, general offices, and a staff dining room. Private telephone lines join the works to the head offices in Blomfield Street, E.C., and are found to be a great convenience.
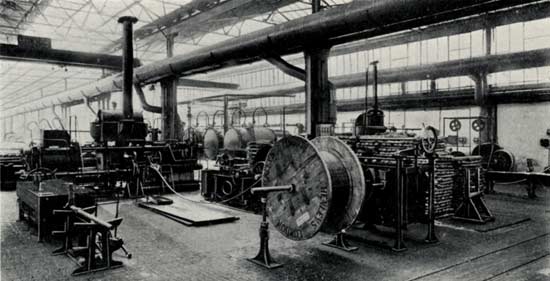
Lead Press Shop, Gravesend. |
We now pass to the Gravesend works, which are situated in a pleasant neighbourhood, close to the one-time famous Rosherville Gardens. Here the company purchased a site of 12 acres, adjoining the river, and erected buildings on the most modern and commodious lines. The advantages of being able to commence with a pre-arranged plan and to extend at pleasure on the ground level are strikingly manifested, as will be gathered in part from the accompanying illustrations. Good lighting, which is so essential to manufacturing efficiency, is provided by double skylights running the whole length of each bay, with a ventilated lantern roof. The stores lie alongside the main shops, which are 700 ft. in length; a brick wall separates the stores from the shops, but the latter, in three bays, are entirely open to the opposite wall of the building, which temporarily consists of corrugated iron, providing for extensions to be readily carried out.
An elaborate scheme of ventilation on the plenum system has been carried out, the trunks for which are visible in the illustrations.
Electric driving is, of course, employed throughout, and the departments are arranged, as far as possible, so that the work passes continuously forward through them. Each bay is provided with two electric travelling cranes, except that which constitutes the stores, &c., which is lower than the others.
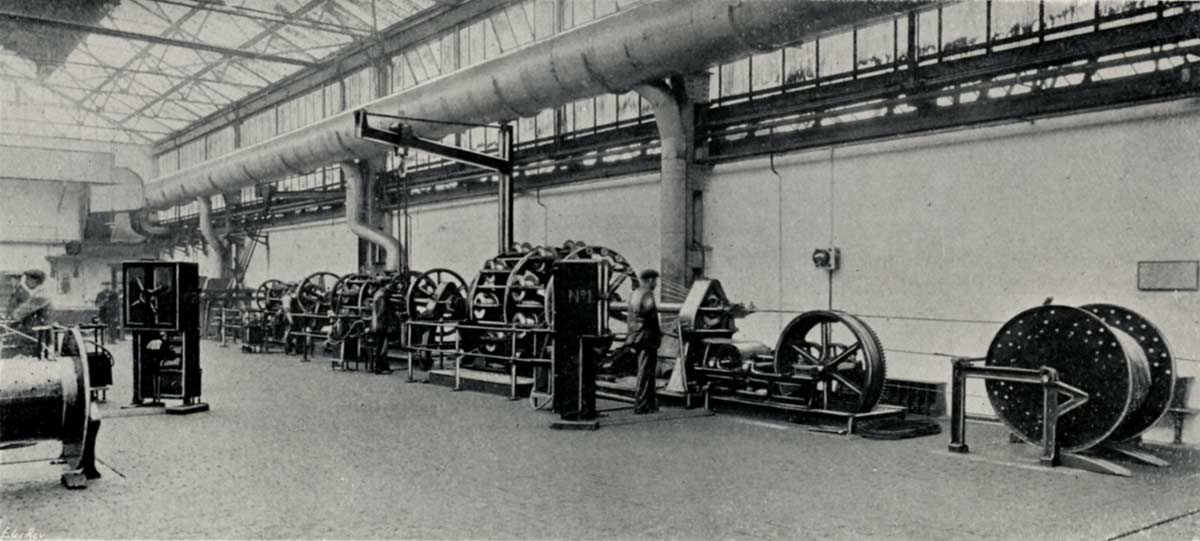
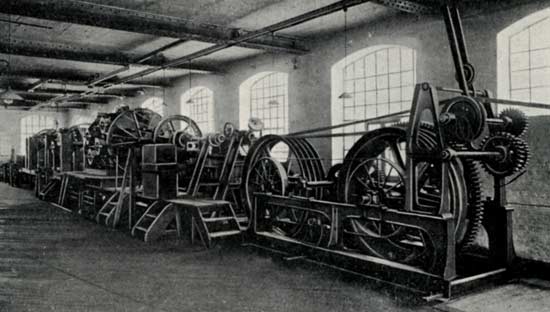
Thus we commence with the wire-winding machines, by which the wire is wound off the loose coils on to reels for the stranding machines, which come next in order. One of the larger of these, of which we give an illustration, is of the triple type, and lays up, therefore, 37 wires at once.
As we have indicated above, all the cables made here are of the heavy paper-covered type; we come next, therefore, to the paper-covering machines, which lap the copper conductor with paper tape up to any desired thickness; we illustrate one of these machines. Cables are here insulated and laid up with one, two or three cores. In the paper store adjoining, the rolls of paper received from the manufacturers are slit on a large paper-cutting machine to suitable widths.
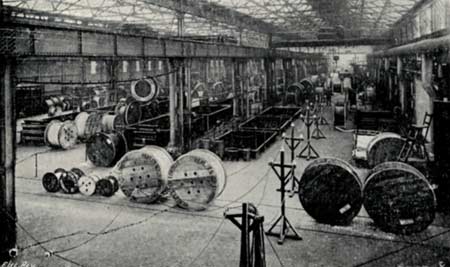
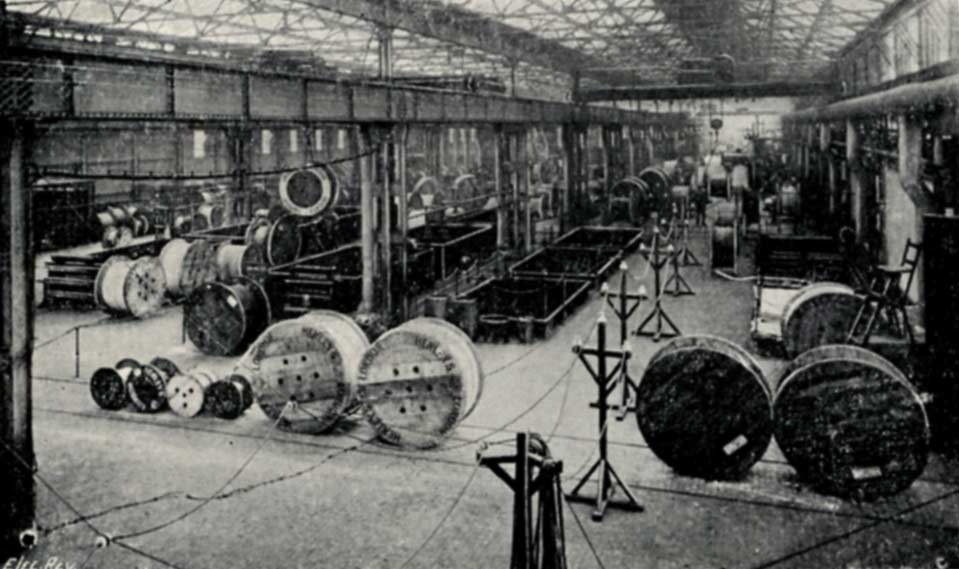
Testing Tanks, Gravesend. |
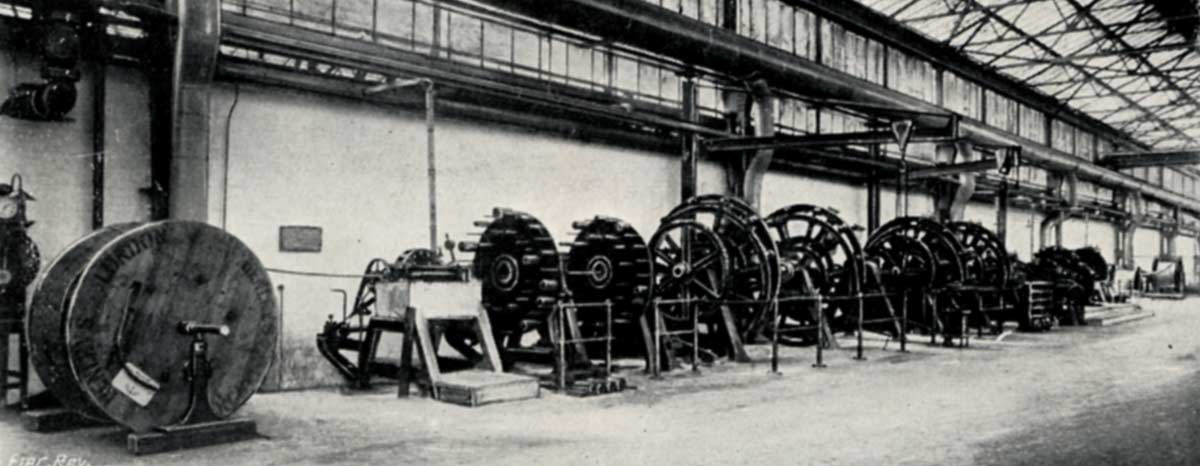
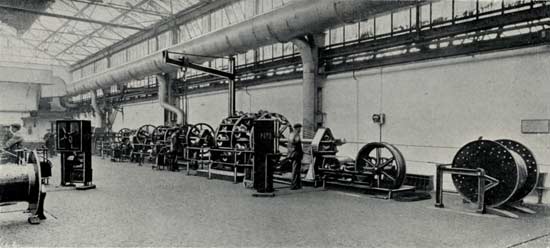
The next process is the drying and impregnating of the cables, which is effected in the large cylindrical chambers seen in some of the illustrations. These are steam heated, and the cable is dried under a vacuum, after which hot impregnating compound is admitted to the chambers. A large number of these chambers is provided, some with their axes horizontal, for cable wound on reels, and others vertical, to receive the cable coiled on large perforated metal trays. Close by are the lead presses which apply the lead sheathing; these, it will be seen, are of the horizontal double-ram type, like those at North Woolwich, and are actuated by three-throw motor-driven pumps.
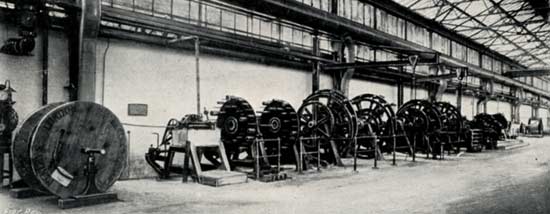
At this stage the cables are subjected to an immersion test, after which they are returned to the shop for completion. They are usually armoured with steel wire or tape, on the large sheathing machines of which one is illustrated herewith, which can put on 72 wires in one operation. The same machine can be used to put on jute serving over the lead, or over the tape armour, which is then compounded and whitewashed.
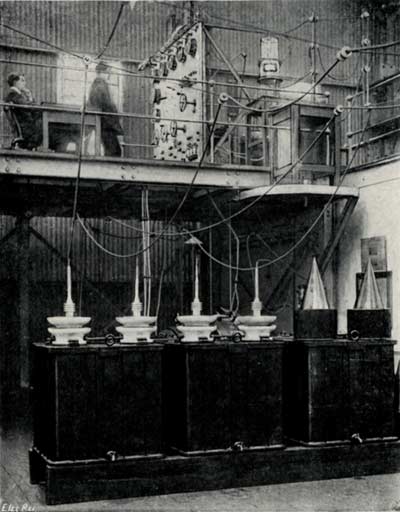
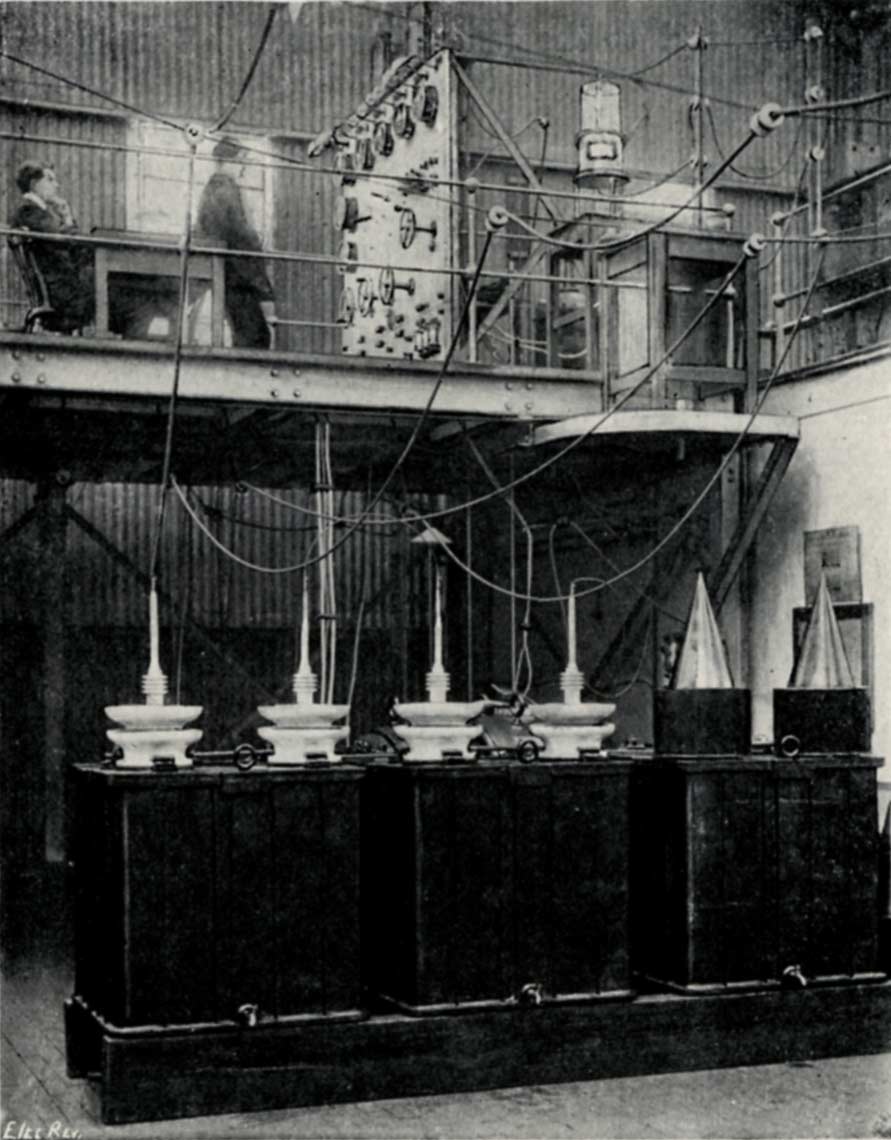
Extra-High-Pressure Testing Transformers. |
Many large tanks are provided for the use of the testing department, some of them being shown in the accompanying view from the testing gallery. Provision is made for the use of testing pressures up to 130,000 volts; for this purpose a motor-alternator is provided, working up to 500 volts, together with two sets of three single-phase transformers working up to 20,000 volts. By putting all the latter in series, the maximum above-mentioned is obtained. The pressure is controlled by an inductance regulator on the low-pressure side of the system, and is measured by a Jona voltmeter reading to 60,000 volts. Kelvin electrostatic voltmeters are also provided. The gallery shown in one of our illustrations runs the whole width of the building, and beneath it there is a number of small test rooms for the use of inspectors. The provision for testing, it will be seen, is exceptionally complete.
A complete equipment for wire-drawing, from the rough copper rod down to any size required in the works, forms an interesting feature of the plant. Pickling tanks for cleaning the rod, and annealing furnaces, are also provided.
In a separate building the company’s well-known feeder pillars, joint boxes, &c., are made up, a variety of machine tools being provided for this purpose, together with a tool room. A drawing office on the first floor deals with the necessary plans, and there is an engineers' shop for repairs, besides a shop for making cable drums.
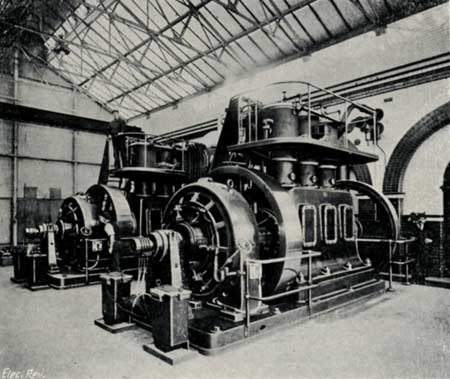
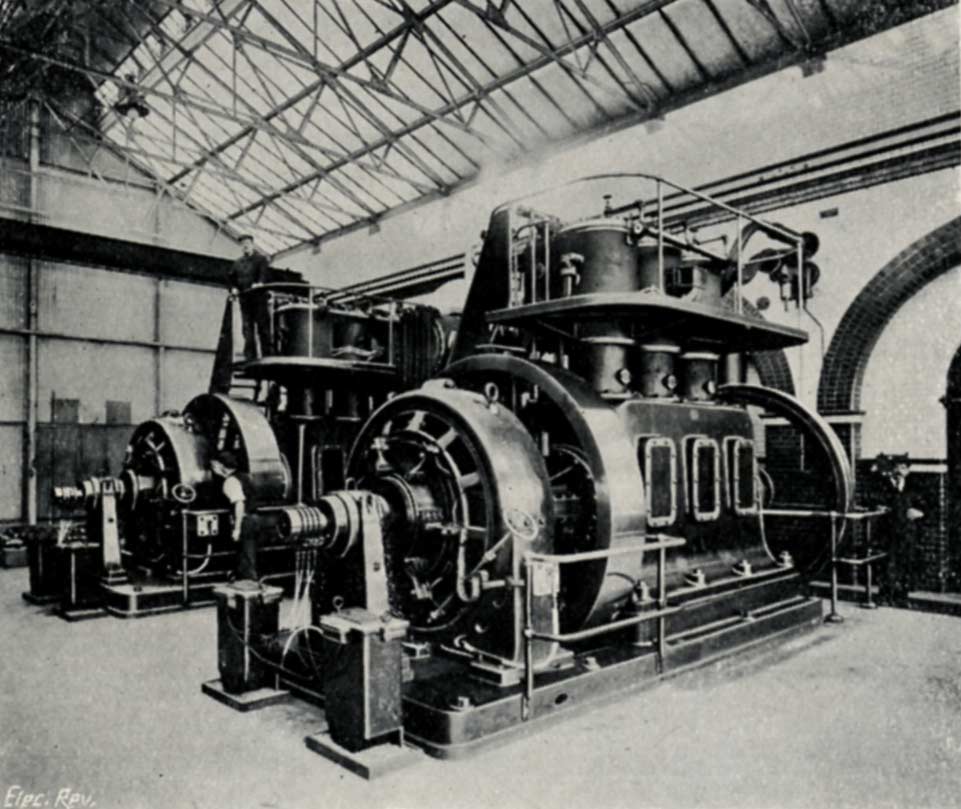
Westinghouse Gas Engines And Dynamos In Power Station. |
The power house plant is of more than usual interest. There are three Dowson gas producers, fed with anthracite fuel, which supply gas both to the shops for heating, melting lead, &c., and to the generating plant. The latter (see illustration) consists of two Westinghouse vertical gas engines driving dynamos at 500 volts, with static balancers. There are also two steam boilers, one of the Climax type, the other a special form of Babcock & Wilcox boiler, to supply steam to the shots and to the gas-producer. Fuel is stored in a pair of steel bunkers, one for anthracite, the other for steam coal, into which it is raised from a hopper by mechanical elevators and conveyors. Above the bunkers are two tanks, one of which receives water from an artesian well sunk on the site, while the other, at a lower level, is a storage reservoir for softened water. The soft water is also passed through the- jackets of the gas engines as cooling water, and the boiler feed-water is drawn from the hot return pipe. A further recuperation of waste heat is effected by mounting a Wilson patent multitubular boiler on the common exhaust pipe of the two engines; at about 1/3 full load, we understand, this boiler provides the steam for the gas producers, and at higher loads there is a surplus which assists the coal-fired boilers.
An interesting item is a supply of oxygen, which is provided in the engine room, and also in the works, as a restorative in case of gassing, as well as of electric shock. This, we hope, will never have to be called upon to prove its utility.
An electric trolley crane runs along the whole length of the yard adjoining the works, and out on the ferro-concrete jetty.
Mention should be made of the exceptionally good accommodation provided for the employes in both works. We reproduce a photograph of the wash-basins and lockers at the Gravesend works, and may add that, at the time of our visit, the whole place was spotlessly clean and tidy. Boiling water is provided for the men to make tea. The sanitary arrangements are carried out with equal care and efficiency.
In concluding this account of the works, we wish to express our appreciation of the courtesy and willing assistance which we received at the hands of all the members of the company’s staff with whom we came in contact, especially Mr. W.F. Bishop, of the head office; Mr. W.C. McArthur, assistant works manager, and Mr. H. Savage, M.I.E.E, electrical engineer, at the North Woolwich works; and Mr. R.O. Wright, A.M.I Mech.E., manager of the Gravesend cable factory.

Workmen’s Lavatory And Lockers, Gravesend. |